 Deaerator removes dissolved gases mainly dissolved oxygen, carbon dioxide, and other non-condensable gases from boiler feed water to prevent corrosion of the feed water system. Oxygen causes pitting corrosion in feed water systems. Mechanical deaeration considered as a first stage process where most of the dissolved gases escap from the water. Chemical deaeration acts as a polishing process which can remove trace amount of dissolved gases by adding oxygen scavenger chemicals in to deaerator.
Deaerator removes dissolved gases mainly dissolved oxygen, carbon dioxide, and other non-condensable gases from boiler feed water to prevent corrosion of the feed water system. Oxygen causes pitting corrosion in feed water systems. Mechanical deaeration considered as a first stage process where most of the dissolved gases escap from the water. Chemical deaeration acts as a polishing process which can remove trace amount of dissolved gases by adding oxygen scavenger chemicals in to deaerator.
The design of an effective deaeration system depends upon the amount of gases to be removed and the final oxygen gas concentration desired. This depends upon the ratio of boiler feedwater makeup to returned condensate and the operating pressure of the deaerator.
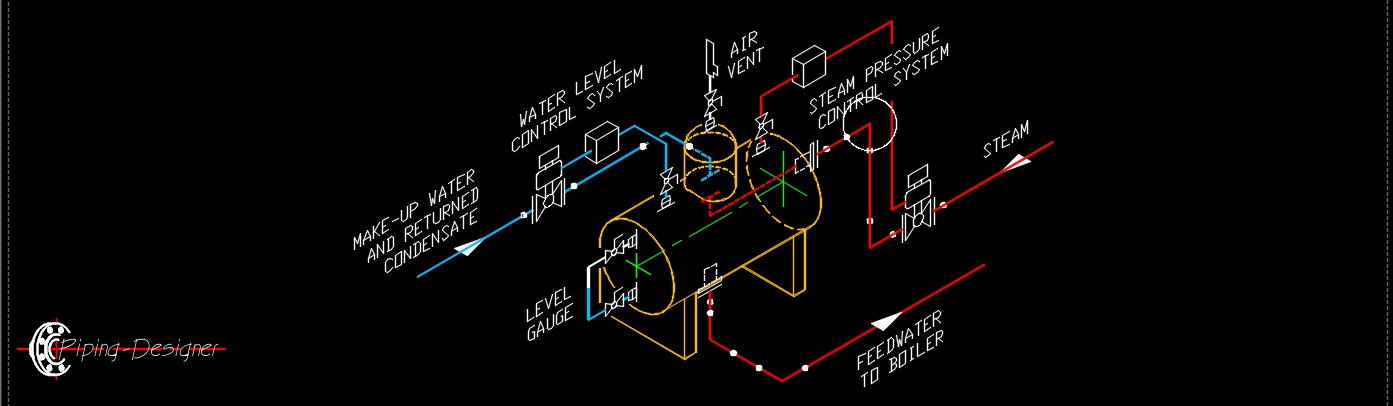
Deaerators use steam to heat the water to the full saturation temperature corresponding to the steam pressure in the deaerator and to scrub out and carry away dissolved gases. The deaerator consists of a deaeration section, a storage tank, and a vent. In the deaeration section, steam bubbles through the water, both heating and agitating it. Steam is cooled by incoming water and condensed at the vent condenser. Noncondensable gases and some steam are released through the vent.
Steam provided to the deaerator provides a stripping action and heats the mixture of returned condensate and boiler feedwater makeup to saturation temperature. Most of the steam will condense, but a small fraction must be vented to accommodate the stripping requirements. If the condensate return rate is high and the condensate pressure is high in comparison to the deaerator pressure, then very little steam is needed for heating and provisions may be made for condensing the surplus flash steam.
Deaerator Advantages and Disadvantages
|
|---|
| Advantages | Disadvantages |
|---|
- By removing dissolved gases such as oxygen and carbon dioxide, deaerators significantly reduce the risk of corrosion in boilers and steam systems. This helps to extend the life of the equipment and reduce maintenance costs.
- Preheating the feedwater in the deaerator improves the thermal efficiency of the boiler system. This leads to better fuel utilization and reduced operating costs.
- Deaerators lower the need for oxygen scavenging chemicals, reducing the overall chemical treatment costs and environmental impact.
- By preventing corrosion and maintaining system integrity, deaerators contribute to the safe operation of steam generation systems.
- Deaerators ensure a consistent supply of high quality feedwater, which is crucial for the reliable operation of boilers and steam turbines.
- Reduced corrosion and improved efficiency lead to lower maintenance and operational costs, resulting in significant long term cost savings.
|
- The installation of a deaerator system involves significant initial capital investment. This includes the cost of the deaerator unit itself and associated piping, control systems, and installation labor.
- While deaerators reduce overall system maintenance, the deaerator itself requires regular maintenance to ensure it operates effectively. This includes cleaning, inspection, and replacement of parts such as spray nozzles or trays.
- Deaerators add complexity to the boiler system. Operators need to be trained to understand and manage this additional component, which may require more sophisticated control and monitoring systems.
- Deaerators require additional space within the plant layout, which might be a limitation in facilities with restricted space.
- Although deaerators improve overall efficiency, they also consume steam for heating the feedwater. This steam consumption must be accounted for in the overall energy balance of the system.
- Some deaerators, particularly older models or those not properly maintained, may have vent losses where steam and small amounts of water vapor are released to the atmosphere, leading to minor inefficiencies and water loss.
|
Deaerator Design Classification
Spray Type Deaerator - In this deaerator the un-deaerated boiler feedwater is sprayed in the steam space by a recycle pump. The sprayer assures heating up of the condensate to saturation temperature and a very large area for mass transfer. As the solubility of oxygen in water at saturation conditions is practically zero, oxygen transfers from the water droplets to the surrounding steam. As the steam condensates on the water, the concentration of oxygen in the direct vicinity of the sprayer is increased making it possible to vent a small amount of steam with a relatively high oxygen concentration.
Tray Type Deaerator - In this deaerator the vertical domed deaeration section is mounted above the horizontal boiler feedwater storage vessel. Boiler feedwater enters the vertical dearation section above the perforated trays and flows downward through the perforations. The low pressure dearation steam enters below the perforated trays and flows upward through the perforations. The steam strips the dissolved gas from the boiler feedwater and exits via the vent at the top of the domed section. The deaerated water flows down into the horizontal storage vessel from where it is pumped to the steam-generating boiler system.
Vacuum Type Deaerator - This type deaerator consist of a deaerator storage vessel, vacuum pump and a boiler feed water pump. The boiler feedwater enters at the top of the tray section, the deaeration steam enters at the bottom of the tray section and flow in the upward direction where the dissolved gases in the boiler feedwater are carried out by deaerated steam. A vacuum pump is connected with the deaerator for sucking the liberated dissolved gasses. This maintained a negative pressure in the deaerator system to enhance the liberation of dissolved gasses from the boiler feedwater. The deaerated water flows down into the horizontal storage vessel from where it is pumped to the steam generating boiler system.
Functions of a Deaerator
Remove Dissolved Gases - The main function is to strip dissolved gases from the feedwater. Oxygen and carbon dioxide are particularly harmful as they can cause pitting and corrosion in boiler systems.
Preheat Feedwater - Deaerators also serve to preheat the feedwater before it enters the boiler. This increases the efficiency of the steam generation process and reduces thermal shock to the boiler.
Working Principle
The deaerator operates on the principle of Henry's Law, which states that the solubility of gases in a liquid decreases with increasing temperature.
In a deaerator -
- Feedwater Entry - Cold feedwater enters the deaerator and is sprayed or passed over trays where it comes into contact with steam.
- Steam Contact - The steam heats the water, reducing the solubility of dissolved gases and causing them to be released from the water.
- Gas Removal - The released gases are vented out of the deaerator, typically through a vent condenser to prevent steam loss.
- Preheated Water Collection - The now deaerated and preheated water is collected in a storage tank or sent directly to the boiler.
Inverse Solubility of Water
The principle state that increased water temperature decreases the dissolved oxygen content within the water. Thus injecting steam in deaerator increases the water temperature. The solubility of the dissolved gas reduces and also causes the gases to escape the water.
Deaerator Insulation
The deaerator section and storage tank and all piping conveying hot water or steam should be adequately insulated to prevent the condensation of steam and loss of heat.
Deaerator Pressure Fluctuations
Sudden increases in free or flash steam can cause a spike in deaerator vessel pressure, resulting in re-oxygenation of the feedwater. A dedicated pressure regulating valve should be provided to maintain the deaerator at a constant pressure.
Deaerator Steam Consumption
The deaerator steam consumption is equal to the steam required to heat incoming water to its saturation temperature, plus the amount vented with the noncondensable gases, less any flashed steam from hot condensate or steam losses through failed traps. The heat balance calculation is made with the incoming water at its lowest expected temperature. The vent rate is a function of deaerator type, size, and the amount of makeup water. The operating vent rate is at its maximum with the introduction of cold, oxygen rich makeup water.
Water Level Control
During a stable operation the water balance is maintained and controlling the source water level fluctuation is important. High level and low level alarms are provided. Low level might lead to the starvation of feed water in the pump and high level leads to water entry into steam header. An overflow drain is put in to drain the water if very high level is reached.
