
Socket Weld Flange
 The socket weld flange, abbreviated as SWF, is similar to a slip-on flange, except only one fillet weld is made to the flange and pipe. Pipe is welded to socket weld flanges by inserting the pipe into the socket and backing the piping out between 1/16” and 1/8”. This is to prevent the expanding pipe on the inner side of the weld from expanding when headed and cracking the weld on the fitting.
The socket weld flange, abbreviated as SWF, is similar to a slip-on flange, except only one fillet weld is made to the flange and pipe. Pipe is welded to socket weld flanges by inserting the pipe into the socket and backing the piping out between 1/16” and 1/8”. This is to prevent the expanding pipe on the inner side of the weld from expanding when headed and cracking the weld on the fitting.
There are a couple different methods for ensuring that the pipe has enough clearance when welding. The first is by inserting the pipe fully into the flange and marking the pipe. Then remove the pipe so that the marking has moved 1/16” to 1/8” and make the weld.
The other method is by using a tool called a gap o’let. A gap o’let is a springy spacer installed between the pipe and the flange. The use of gap o’let should be considered when designing a piping system. The reason for this is over time, the gap o’let may dislodge itself from the flange and travel downstream of the flange.
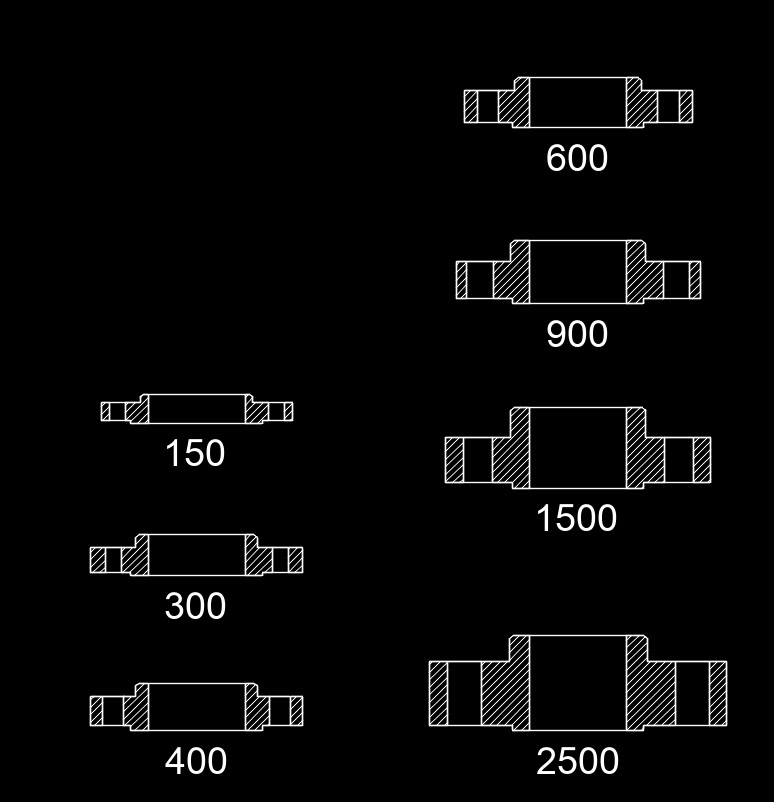
Socket weld flanges were originally designed for small diameter, high pressure pipe.
This flange is available in flat face, raised face and RTJ type connections. Socket flanges that are compliant with ASME B16.5 are only available in the following combinations:
- ANSI 150 – ½ to 3
- ANSI 300 – ½ to 3
- ANSI 600 – ½ to 3
- ANSI 900 – ½ to 3
- ANSI 1500 – ½ to 3 ½
There are other flange sizes and classes available by most manufacturers but it should be noted that only the sizes listed above are compliant with ASME B16.5.
Socket Weld Flange Advantages and Disadvantages | |
|---|---|
| Advantages | Disadvantages |
|
|
Socket Weld Flange DatasheetsThe datasheets we have on this site are shown below. For simplicity sake, only datasheets that adhere to B16.5 are shown. ASME B16.5 covers flange dimensions from ½” to 24”. For sizes larger than this (ASME B16.47 Series A & B), please visit our flange datasheets page. | |
|---|---|
| Class | Raised Face |
| ANSI 150 | Socket, ANSI Class 150 (in) |
| ANSI 300 | Socket, ANSI Class 300 (in) |
| ANSI 400 | Socket, ANSI Class 400 (in) |
| ANSI 600 | Socket, ANSI Class 600 (in) |
| ANSI 900 | Socket, ANSI Class 900 (in) |
| ANSI 1500 | Socket, ANSI Class 1500 (in) |
| ANSI 2500 | Socket, ANSI Class 2500 (in) |
![]()
Tags: Pipe Flange